


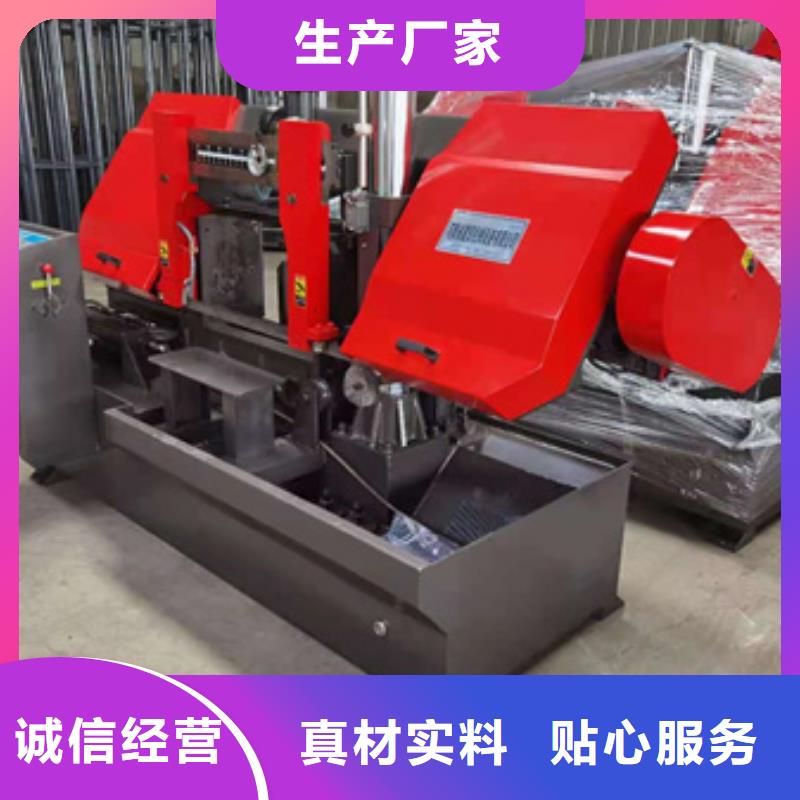

我们的全自动金属锯床说明视频现已上线,从细节到整体,从外观到性能,让您全面了解它的每一个方面。
以下是:全自动金属锯床说明的图文介绍
钢筋弯曲中心,是宣城建贸机械设备有限公司主营产品,品质好价格优,货源库存充足,欢迎询价!


产品特点:
1.切削速度液压控制,无极调速。
2.导向块结构科学合理,延长锯条的使用寿命。
3.双立柱结构,操作平稳。
4.锯切稳定,精度高。
5.工件夹紧采用手动夹紧,操作方便。
6.可定制三向液压加紧装置。
一侧(多是外侧)受到损伤。1.锯床原因:由于液压系统出现泄漏、调速阀失控等原因造成锯架不能够平稳下降,出现锯带抖动切削,造成了锯斜。再有,如果锯床两个导向臂间距过大、锯带张力不够、导向块有磨损及锯带夹装不好,都会直接影响到锯切质量,进而延伸出现锯斜。2.操作原因:我们重点讲一下因操作不良导致的锯斜。因操作造成锯斜的比例约占90%以上,典型的表现是:安装上新的锯带,不做任何检查、调整,更不进行新带的初期磨合,便使用了高速切削。由于切削进给量比较大,锯齿处在极限的切削状态,在这种情况下,由于新锯带齿刃十分。
1.切削速度液压控制,无极调速。
2.导向块结构科学合理,延长锯条的使用寿命。
3.双立柱结构,操作平稳。
4.锯切稳定,精度高。
5.工件夹紧采用手动夹紧,操作方便。
6.可定制三向液压加紧装置。
一侧(多是外侧)受到损伤。1.锯床原因:由于液压系统出现泄漏、调速阀失控等原因造成锯架不能够平稳下降,出现锯带抖动切削,造成了锯斜。再有,如果锯床两个导向臂间距过大、锯带张力不够、导向块有磨损及锯带夹装不好,都会直接影响到锯切质量,进而延伸出现锯斜。2.操作原因:我们重点讲一下因操作不良导致的锯斜。因操作造成锯斜的比例约占90%以上,典型的表现是:安装上新的锯带,不做任何检查、调整,更不进行新带的初期磨合,便使用了高速切削。由于切削进给量比较大,锯齿处在极限的切削状态,在这种情况下,由于新锯带齿刃十分。



锯带压力及进给速率:锯带的压力及进给速率由材料的种类、材料的宽度所决定。
1、较硬的材料和较大宽度的材料要用较大的压力和进给速率;
2、较软的材料和较小的宽度要用较小的压力和进给速率
四、轮廓锯切:请根据您所需要锯切材料,选择***的锯条种类;再根据您所需要锯切材料的最小弧度(半径),选择锯条的宽度。弧度(半径)越小,锯条的宽度越窄。
锯条张力:在用一根新的锯条锯切之前,应首先检查其张力。如有必要,在少量锯切后进行拉紧。Cybote双金属带锯条的预拉紧应力为250—300N/mm2。
带锯床导向:锯切精度取决于带锯条导向装置的设置:装置越靠近材料,锯切精度越高。
冷却与润滑:大多数的金属锯切过程中,冷却与润滑是不可缺少的。对于铸铁、黄铜、以及一些非金属材料,如塑料和石墨等,在加工时可以或不必进行润滑。
1、较硬的材料和较大宽度的材料要用较大的压力和进给速率;
2、较软的材料和较小的宽度要用较小的压力和进给速率
四、轮廓锯切:请根据您所需要锯切材料,选择***的锯条种类;再根据您所需要锯切材料的最小弧度(半径),选择锯条的宽度。弧度(半径)越小,锯条的宽度越窄。
锯条张力:在用一根新的锯条锯切之前,应首先检查其张力。如有必要,在少量锯切后进行拉紧。Cybote双金属带锯条的预拉紧应力为250—300N/mm2。
带锯床导向:锯切精度取决于带锯条导向装置的设置:装置越靠近材料,锯切精度越高。
冷却与润滑:大多数的金属锯切过程中,冷却与润滑是不可缺少的。对于铸铁、黄铜、以及一些非金属材料,如塑料和石墨等,在加工时可以或不必进行润滑。



液压传动系统由泵、阀、油缸、油箱、管路等元辅件组成的液压回路,在电气控制下完成锯梁的升降,工件的夹紧。通过调速阀可实行进给速度的无级调速,达到对不同材质工件的锯切需要。电气控制系统由电气箱、控制箱、接线盒、行程开关、电磁铁等组成的控制回路,用来控制锯条的回转、锯梁的升降、工件的夹紧等,使之按一定的工作程序来实现正常切削循环。
润滑系统开车前必须按机床润滑部位(钢丝刷轴、蜗轮箱、主动轴承座、蜗杆轴承、升降油缸上下轴、活动虎钳滑动面夹紧丝杆)要求加油。蜗轮箱内的蜗轮、蜗杆采用30号机油油浴润滑,由蜗轮箱上部的油塞孔注入,箱仙面备有油标,当锯梁位于 位置时,油面应位于油标的上、下限之间。试用一个月后应换油,以后每隔3-6个月换油1次,蜗轮箱下部设有放油塞。



切割时工件*,*带锯床,用以切割板料和成形零件的曲线轮廓,还可以将锯带换成锉链或砂带,带锯床,实施修锉或打磨。锯床遵照机械分类别:基本分成三种类型圆锯床、带锯床、弓锯床,带锯床厂家,这三种不类型的锯床基本加工不同类型的产品,除此另外这三大类的产品也着自己再更加严密的分类别。
尤其是高端带锯床产品中,自动化技术与产品几乎作用于从控制机构、执行机构到测量与反馈机构的基本上每个部分,而目前那些应用于带锯床及带锯床研发生产线的各种自动化产品,几乎都在发生着推陈出新产的变革。作为中高端带锯床的控制中心,数控系统包含了运动控制、智能技术、自诊断等各方面的技术。多轴多系统的数控装置已纷纷被打造出来并投入应用;伺服系统的控制方式,也逐渐由常规号型向总线型过渡;伺服驱动器和电机也一样向数字化、交流化和智能化的方向长期发展。
尤其是高端带锯床产品中,自动化技术与产品几乎作用于从控制机构、执行机构到测量与反馈机构的基本上每个部分,而目前那些应用于带锯床及带锯床研发生产线的各种自动化产品,几乎都在发生着推陈出新产的变革。作为中高端带锯床的控制中心,数控系统包含了运动控制、智能技术、自诊断等各方面的技术。多轴多系统的数控装置已纷纷被打造出来并投入应用;伺服系统的控制方式,也逐渐由常规号型向总线型过渡;伺服驱动器和电机也一样向数字化、交流化和智能化的方向长期发展。