
产品详细介绍

无缝钢管由于本不锈钢酸洗钝化液可将酸洗钝化一步完成,故可简化酸洗工艺和设备。使不锈钢获得银白光亮的美观表面,形成优良的钝化膜,提高了酸洗的表面质量。本品不分解,不沉淀,运输方便,保质期三年随用随取。适用范围:广泛用于化工、制、造纸、食品、航空、核工业、建筑等不锈钢设备、压力容器、工程构件的表面处理。浸泡所用的酸洗钝化槽材料必须为塑胶类(耐酸碱材料)。也可以用毛刷刷洗或喷淋酸洗法。如不锈钢表面有油污,可采用等溶剂或不锈钢脱脂溶液去除保证足够的反应时间(5-120分钟)、温度(常温至50度)与酸洗效果成正比(根据氧化皮的厚度)。0℃以下施工适当延长时间.用干净的水冲洗不锈钢表面松动残余物,不能有残留的酸洗钝化液。将废水集中处理,用苛性碱进行中和,使PH值调至中性后才能排放。检测手段使用通用不锈钢蓝点检测液检测。注意事项:作业必须在室外或通风良好室内进行。操作人员必须做好防护措施,严禁皮肤与酸洗钝化液直接接触,如不小心溅到皮肤或眼睛需立即用大量清水冲洗即可。


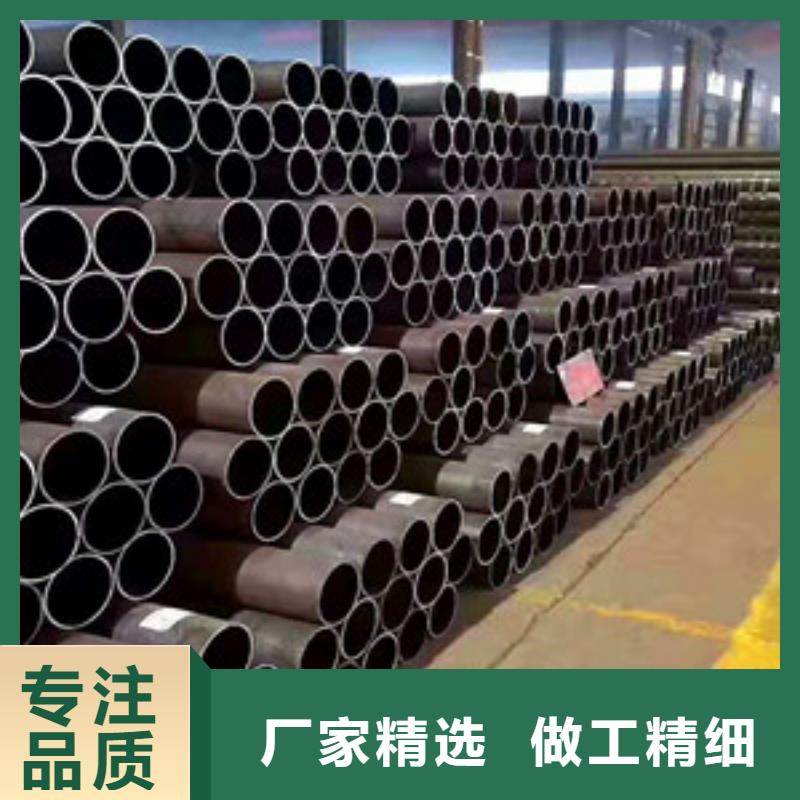
钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全清除掉(供机械加工用管除外),清除后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻表面缺陷可不清除。直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%, 深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%, 深度不大于0.3mm。
热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库。轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏



定位:“ 20G高压无缝钢管和 20G高压无缝钢管解决方案的服务商。
使命:“提供前沿的 20G高压无缝钢管,服务超出客户的期望,不辜负客户的信任。
企业愿景:“成为员工自豪的企业,成为客户信赖的企业,成为社会尊重的企业。
价值观:“平等地尊重每一位员工,永远都把真相告诉公众,诚实守信是基本的准则。
经营宗旨:“员工满意、客户满意、股东满意、社会责任。
经营理念:“投入才有回报,信任才有忠诚,敬业才有尊重,主动才有创新。

