不锈钢复合管方管焊接视频
发布时间: 2024-07-30 06:59:37 浏览次数:1
为了给您提供更全面的不锈钢复合管方管焊接视频产品信息,我们上传了最新的产品视频。看视频,选购不迷路。
以下是:不锈钢复合管方管焊接视频的图文介绍
张家界众英金属科技有限公司全面质量观念是:通过不断改进 桥梁护栏和缺陷预防确保顾客满意;为顾客提供好的 桥梁护栏产品;建立和维持一个切实有效的质量管理体系;通过内部交流,促使全体员工参与质量。同时,我们遵守国家的环境法规,遵循集团公司全球法规和标准,从而确保生产流程能够高效利用能源,与环境协调发展。



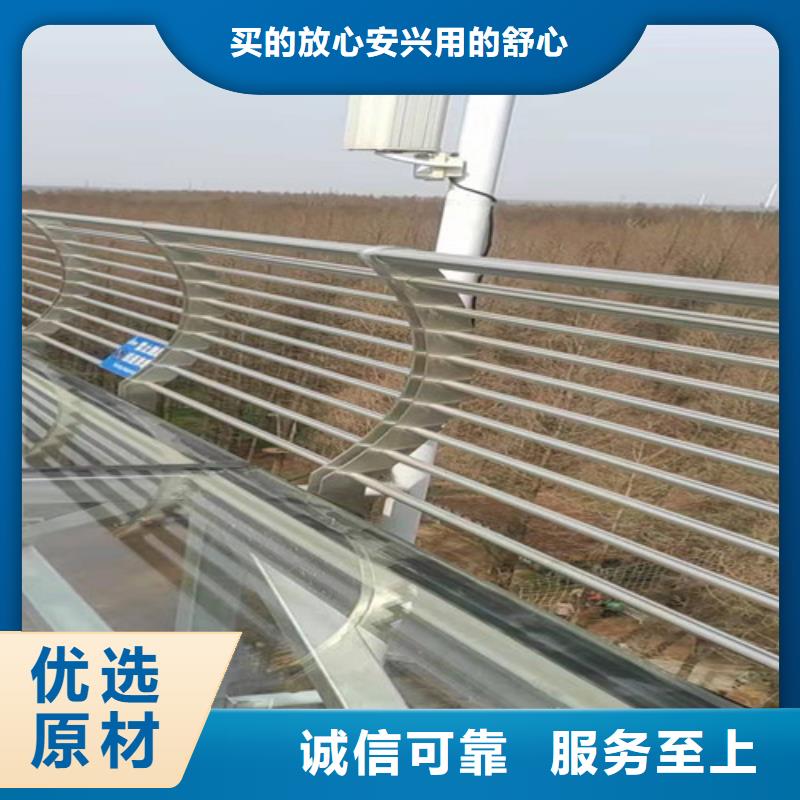
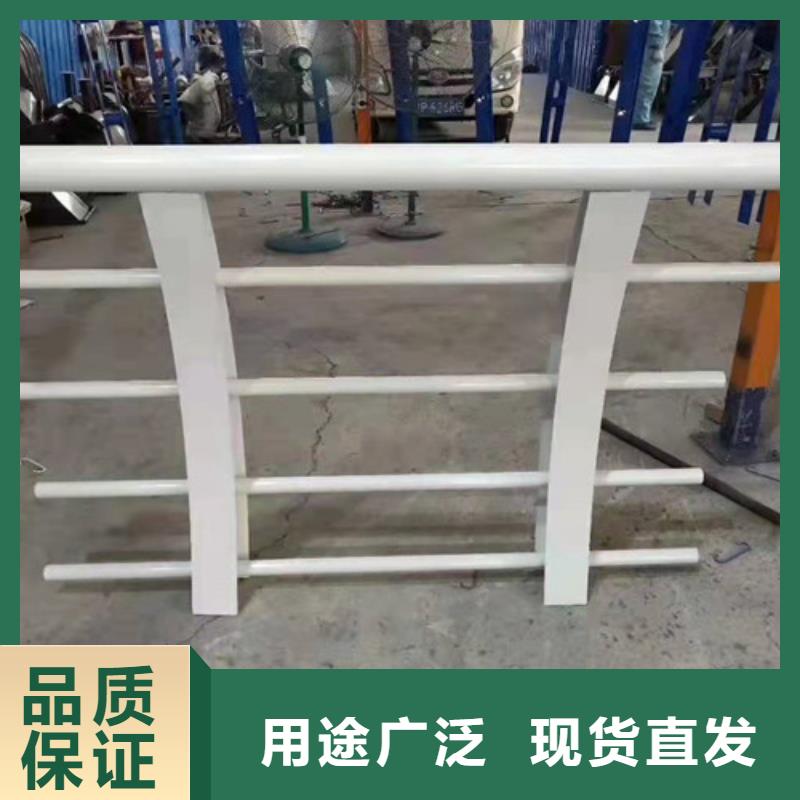
201不锈钢复合管如何保护不生锈1)楼梯间栏杆为一类栏杆,楼梯间栏杆立杆为φ51×1.0(即外径51mm,壁厚1.0mm,以下均此表示法)不锈钢管,扶手为φ51×0.1不锈钢管,竖向花管为φ19×0.8不锈钢管,上下横杆为φ38×1.0不锈钢管。06J403-1图集中24页B13a要求:每个梯段增加一个扶手与混凝土梯段连接的加强杆,加强杆为φ25×1.0不锈钢管,连接方式同立柱;屋面层栏杆采用直接与混凝土连接;竖向花管净距不得大于110mm,楼梯栏杆每三步设置1根立柱。
2)一层楼梯间通往地下室栏杆样式参考06J403-1图集中76页K8型做法,但要求图集中扶手钢管为φ51×1.0不锈钢管,连墙杆为φ25×1.0不锈钢管,连接方式同扶手。
3)二层楼梯休息平台护栏直接坐在楼梯休息平台上返梁上,要求栏杆成活后距地面1100mm,竖向花管净距为110mm,立杆间距为700mm,下横杆距上返梁100mm,上横杆距扶手100mm。主杆扶手、立杆为φ51×1.0不锈钢管,竖向花管为φ19×0.8不锈钢管,上下横杆为φ38×0.8不锈钢管,样式参考下图楼梯间栏杆水平段做法,但上横杆直接与两侧墙连接(不选用下图带圆弧形式)。
4)连接节点要求与墙体连接点采用锚栓连接,锚栓材质为HPB235,长度应不小于100mm;每个连接点的锚栓数量不得少于2个,同时施工单位必须保证连接的牢固性。



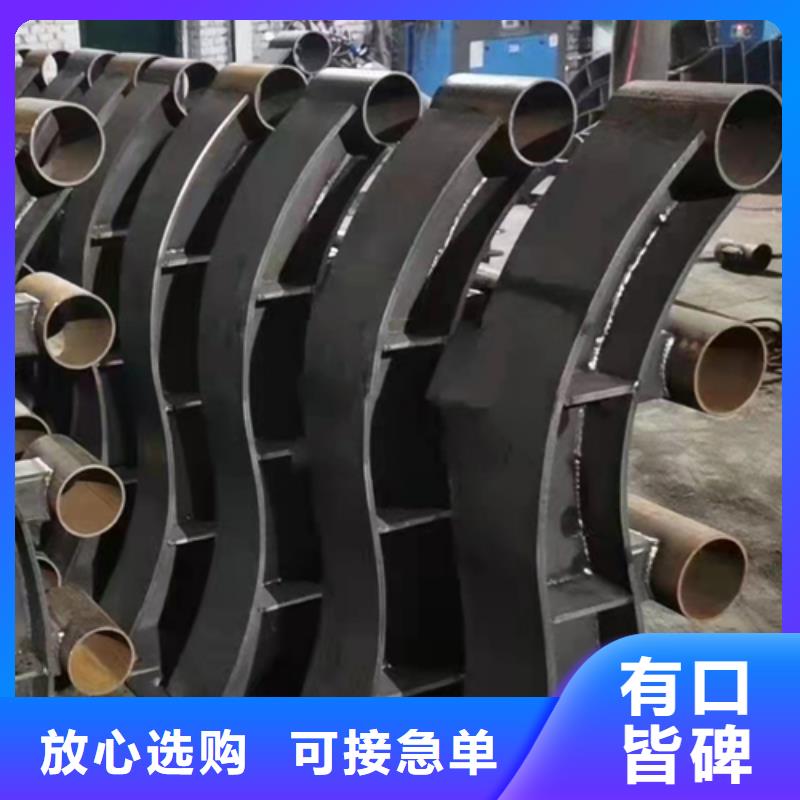
不锈钢复合管护栏焊接很多人不知道不锈钢复合管护栏焊接是怎么进行的 今天小编为大家普及下知识,小编将从有铅、无铅、多层等七个角度为大家分析随着工业化的不断发展,对不锈钢复合管护栏焊接技术的要求也越来越高,而不锈钢复合管护栏焊接温度是焊管生产的重要工艺参数之一,它不仅对不锈钢复合管护栏焊接质量能够产生直接的影响,而且还在很大程度上影响劳动生产率,因此需要对不锈钢复合管护栏焊接技术中的温度进行严格把控。
锡不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:
不锈钢复合管护栏焊接的工作环境温度的话 是20℃~30℃。
1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。
2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.
3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W


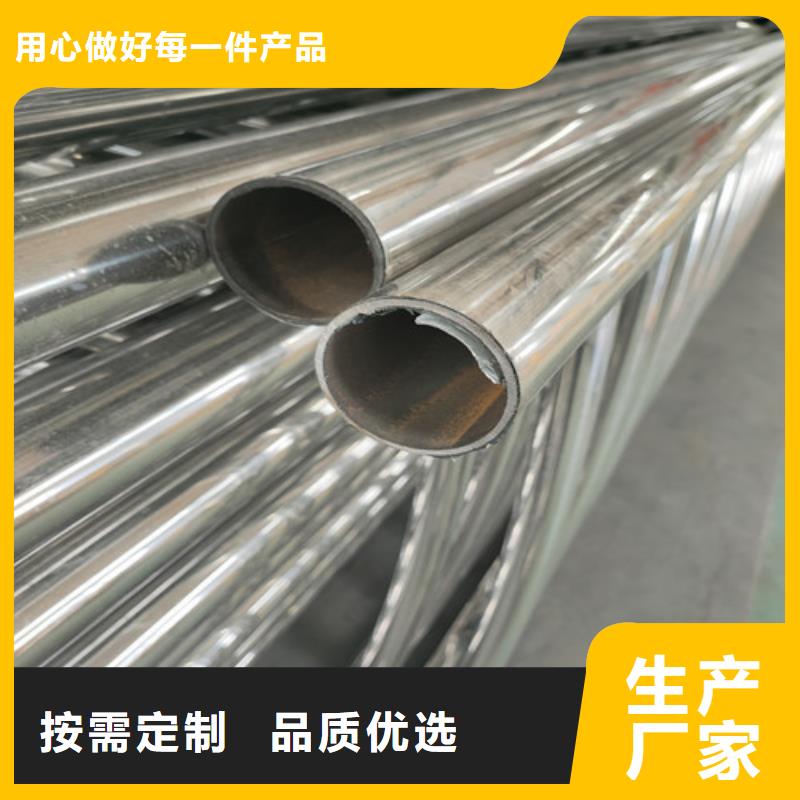
不锈钢复合管栏杆要安全文明施工不锈钢复合管护栏施工前,必须对工人进行安全教育与培训工作。监督工人必须严格按照建筑施工安全操作规程的要求施工,杜绝人员伤亡事故的发生。不锈钢/碳素钢复合管产品简介 碳钢,特别是Q系列碳素结构钢,具有较高的抗弯强度、良好的抗冲击性能和抗疲劳极限以及低廉的价格,从而使其成为国民经济建设的基础性材料,但碳素结构钢其主元素铁的金属活泼性,在大气中就很容易氧化锈蚀,更不用说在有腐蚀介质或特殊(潮湿、阴暗)环境里。我们每年用于其防腐投资以及因其自然腐蚀而导致的经济损失,就以数千亿元人民币计,因腐蚀而导致重大事故更是不胜枚举。 不锈钢,以其优异的耐腐、耐磨、耐热和其闪亮、豪华的表面,而广泛应用于国民经济的各领域。受我国镍资源缺乏所限,不锈钢需求很大程度上依赖进口,价格比较昂贵,不锈钢的普及及应用在一定程度上受带了制约。将不锈钢和碳素结构钢两种金属材料,采用高科技无胶压力同步复合,是复合新材料领域的一次重大创新! 无胶压力不锈钢复合管不仅显著改善传统钢管的表面缺陷和使用性能,而且兼具不锈钢良好的抗腐耐磨性和卓越美观的华丽外表,是装饰和负荷完美结合,节能和廉价有机统一,符合大力发展复合新材料产业政策,因而受到各级政府的重视和支持。⑴、施工前应先进行现场放样,并精确计算出各种杆件的长度。 ⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm。 ⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。 ⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则应选择中性洗涤剂或其它化学药品用不锈钢丝细毛刷进行刷洗,必要时可用角磨机进行打磨,磨出金属表面后再进行焊接。 ⑸、焊接时应选用较细的不锈钢焊条(焊丝)和较小的焊接电流。焊接时构件之间的焊点应牢固,焊缝应饱满,焊缝金属表面的焊波应均匀,不得有裂纹、夹渣、焊瘤、烧穿、弧坑和针状气孔等缺陷,焊接区不得有飞溅物。