








数控等离子切割机电弧功率数控等离子切割机为了获得高压缩性的等离子弧切割电弧,切割喷嘴都采用了较小的喷嘴孔径、较长的孔道长度并加强了冷却效果,这样可以使得喷嘴有效断面内通过的电流增加,即电弧的功率密度加大。但同时压缩也使得电弧的功率损失加大,因此,实际用于切割的有效力量要要比电源输出的功率小,其损失率一般在25%~50%之间,有些方法如水压缩等离子弧切割的力量损失率会更大,在进行切割工艺参数设计或切割成本的经济核算时应该考虑这个问题。在工业中使用的金属板厚大多是在50mm以下,在这个厚度范围内用常规的等离子弧切割往往会形成上大下小的割口,而且割口的上边缘还会导致切口尺寸精度下降并增加后续加工量。当采用氧和氮气等离子弧切割碳钢、铝和不锈钢时,当板厚在10~25mm范围内时,通常是材料越厚,端边的垂直度越好,其切割棱边的角度误差在1度~4度。当板厚小于1mm,随板厚的减小,切口角度误差从3°~4°增加到15°~25°。一般认为,这种现象的产生原因是由于等离子射流在割口面上的热输入不平衡所致,即在割口的上部等离子弧力量的释放多于下部。这个力量释放的不平衡,与很多工艺参数密切相关,如等离子弧压缩程度、切割速度及喷嘴到工件的距离等。增加电弧的压缩程度可以使高温等离子射流延长,形成更为均匀的高温区域,同时加大射流的速度,可以减小切口上下的宽度差。然而,常规喷嘴的过度压缩往往会引起双弧现象,双弧不但会损耗电极和喷嘴,使切割过程无法进行,而且也会导致切口质量的下降。另外,过大的切割速度和过大的喷嘴高度都会引起切口上下宽度差的增加。(以上内容摘自国内百科网)
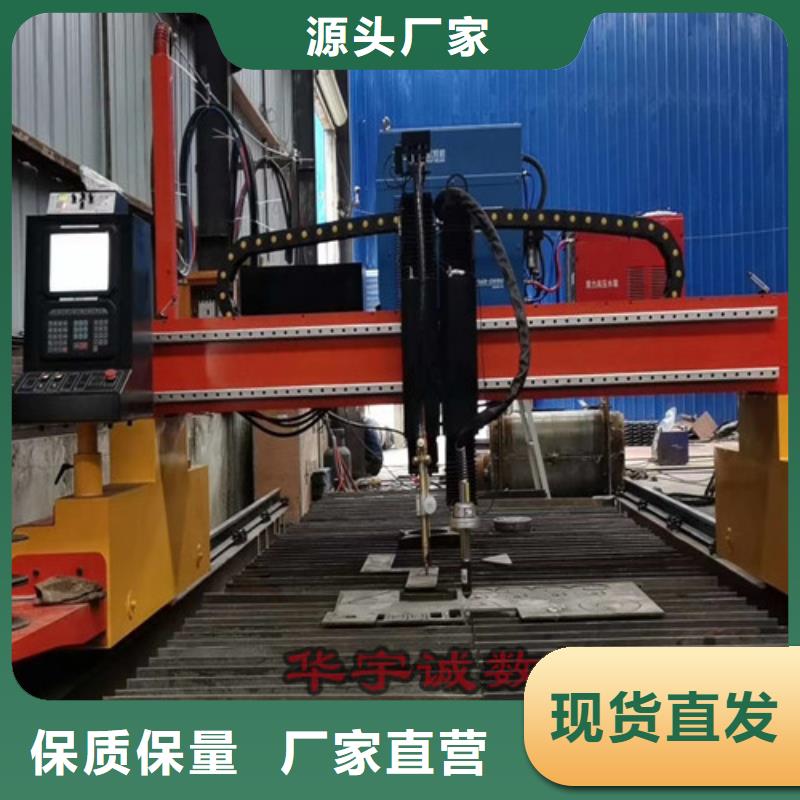
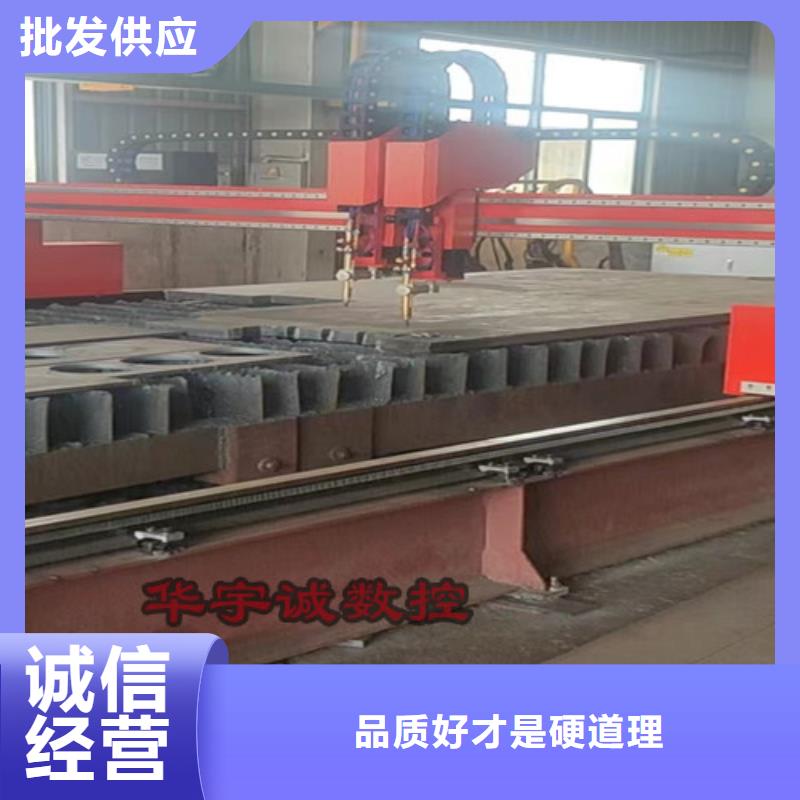
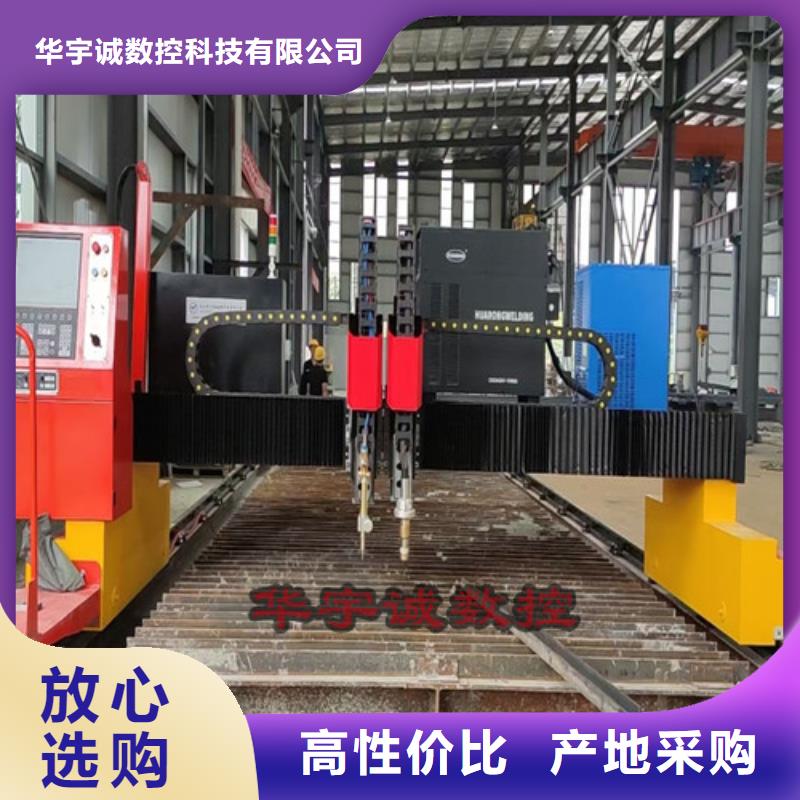
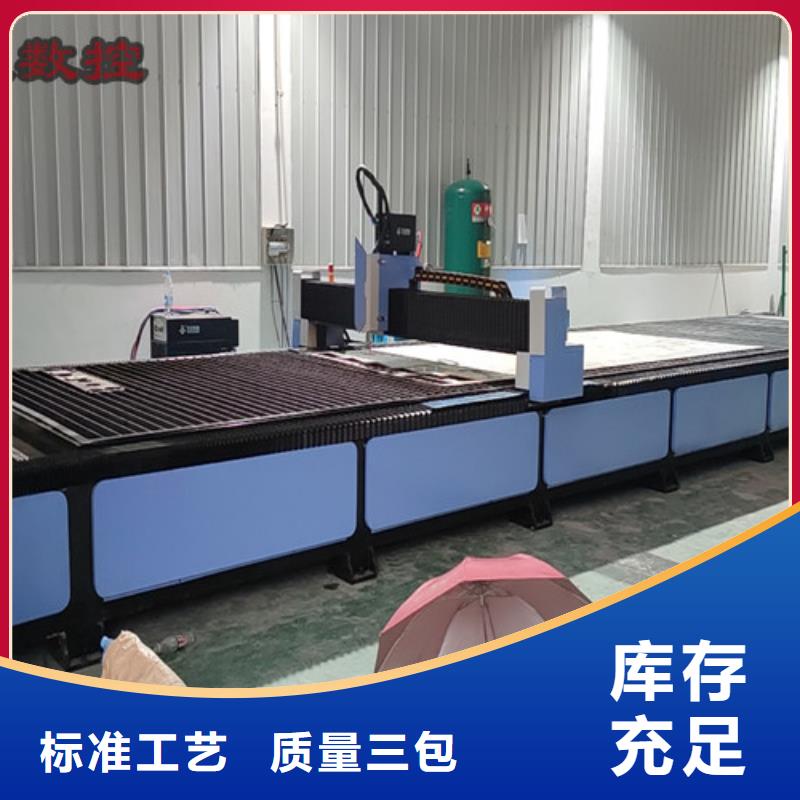
从各种数控切割机应用情况来看,国内生产的数控切割机的技术水平、整机性能等整体水平都取得了可喜的进步,逐步赶上国际先进水平,满足用户的需要,进一步提高了市场竞争力。国内一些数控等离子切割产品在许多方面已形成自身独有的特点,实现了“自动化、多功能和高可靠性”。在某些方面,产品的技术性能甚至超过了国外的产品。图片图片数控切割机主要品种包括以下几种: 数控火焰切割机、数控等离子切割机、数控激光切割机、 数控高压水射流切割机、其它专用特殊切割设备(如数控管材切割机、数控型材切割机、其它非金属专用切割设备等,)1、在切断电源后,用半干抹布擦拭设备的外表,保证设备清洁无油污。在擦拭的时候注意有没有缺损的螺钉螺帽以便及时补上。 2、检查并清理气路,更换要“退休”的气管。并及时换回火器滤芯,保证气路的通畅。 3、调节割炬的松紧,使其达到正常运行的松紧度,并检查钢带的磨损调整松紧。 4、在清洗割炬轴承、丝母、四缸的时候加润滑脂,清理大车变速箱加注油脂以保证机器的正常运转。 5、用压缩空气清楚电气箱积尘,检查紧固接零装置和限位保护装置。在机械结构上 龙门式数控切割机即传统大中型机床的双底架横梁座立式结构,跨距和纵向行走距离大,适合大型板材加工。 悬臂式数控切割机也是一种传统经典的机械结构,单底座与横梁一端相接,在横梁上横向移动,此类设备适合中小型板材加工 是由半自动小车式切割机发展而来,在小车式切割机上加装了数控系统和传动装置,基本外型与小车式半自动切割机相似,此类机型成本低廉,结构轻巧,特别适合中小型板材加工。 由雕刻机发展而来,外型颇似在工作台上加装了一台微型龙门切割机,此类设备在薄板切割领域有很大优势,被广泛应用于广告和汽车钣金行业。
市场上生产数控等离子切割机厂家很多,规模和质量也是参差不齐的。所以有的人该问了,到底该如何选择数控等离子切割机呢?其实每个人见识和立场不一样,想法也是不一样的。其实适合自己的还是要根据自身的需要来选择。接下来数控切割机厂家为您分享一下,选择数控等离子切割机时的注意事项。
数控等离子切割机该如何选择?
1、首先需要确定你要切割的材质和厚度。材质和厚度的不同,决定了你选择的切割方式。10mm以下碳钢用等离子切割,10-25mm碳钢等离子、数控火焰切割机均可,25mm以上碳钢所用等离子电源价格较高(且切割坡度较明显),小型企业尽量考虑火焰切割。
2、确定一下你是持续长时间的切割还是自动设置切割,及时检查机器的工作负载持续率。
3、数控等离子切割机的割炬上有各种外部零件是快速消费品,容易损耗。寻找耗材少的,能节省不少的成本。
4、寻找高配置的数控等离子切割机,虽然高配置不一定代表高精度,但是高配置的数控等离子切割机在质量上会更耐用一点。
数控等离子切割机的型号有哪些?如何选择?数控等离子切割机的型号有哪些?一般而言不同的数控等离子切割机的型号都是厂家决定的,所以你需要根据自己选择的厂家,来看看到底有什么型号的切割机,当然,像是数控系统这样的东西一般都是相同的,例如上海交大的数控系统,型号的话,可以在“信尔切割机产品大全”里面查找适合自己的切割机型号。那么,如何选择合适的数控等离子切割机型号呢?数控等离子切割机的型号有哪些?人们都有一个普遍的概念,利用数控设备可以获得高精度、效率高。在同类设备中,进口设备和档次高布置的设备精度更高,生产效率更高。但是,数控火焰和等离子切割机却完全不这样做。在数控火焰切割和等离子切割中,断续宽度受到断续等诸多因素的影响,所以无论设备本身的精度有多高,被它切割的零件精度,误差一般在±0.5mm左右,而且误差比设备本身高出几个数量级。即便是斥巨资进口的数控等离子切割机,也不过几百万元。这是由火焰或等离子切割方式决定的,不可避免地无法达到其他数控设备如数控车床的高加工精度。换句话说,不管是6级还是8级,这个装备本身的精度都不是那么重要。从生产效率的角度看,切割速度的快慢完全取决于板材厚度、零件数量、氧气纯度和气体质量等因素,以火焰切割为例,设备的行走速度需要满足和适应切割技术的要求。换句话说,切割效率与设备本身没有直接关系。当然,数控等离子切割机表现出了相当高的精度和效率,但这并不是大众所具有的提高机床加工精度和效率的概念,而是与人工切割相比。从以上分析可以看出,各厂家生产的数控等离子切割机在切割精度和生产效率上没有明显差异。即使是小到万元的小型数控,与进口的昂贵大型数控相比,加工零件的精度、粗糙度和生产效率也没有明显的差别。因此,由于机械加工技术的这种局限性,对于原本只能做粗加工的设备和加工中枢等精加工设备,一味追求所谓的档次高布局,提高加工精度和效率是不科学的。比较贵的装备不是制造装备,而是那个装备是档次高装备。衡量一台设备是否档次高,评价的依据不是所使用的设备是否昂贵,而是设备的可靠性和使用效果(其加工产品的精度、粗糙度和生产效率)。对于这样的设备,在满足各道工序的切割要求后,系统追求的要点是:要有一定的技术含量。数控下料的切割环境较差,粉尘较大,温度变化较大,设备运行过程中存在振动,因此系统的可靠性非常重要。硬件和软件的性能可以很好地满足切割的各种工艺要求。方便的图形输入,良好的操作性能,符合中国国情,使现场操作人员的操作和维护更加方便。它具有很好的可操作性。例如,焊枪有各种必要的移动定位和控制关键操作。数控等离子切割机本身就是粗加工,客户在选择的时候,一定要保证对产品的精度没有很高的要求。线切割电火花加工的精度比较高,但切割速度比较慢。有些客户不一定会想到切割机和电源的问题。 切割机保证了切割精度,但电源保证了切割厚度、坡度、毛刺和塞子等问题。因此,在进行选择的时候,你需要注意的是,准确率是不是够高?通常情况下,钢材的比较大切削长度和宽度。这样你就可以选择你需要的产品。
