








数控等离子切割机电弧功率数控等离子切割机为了获得高压缩性的等离子弧切割电弧,切割喷嘴都采用了较小的喷嘴孔径、较长的孔道长度并加强了冷却效果,这样可以使得喷嘴有效断面内通过的电流增加,即电弧的功率密度加大。但同时压缩也使得电弧的功率损失加大,因此,实际用于切割的有效力量要要比电源输出的功率小,其损失率一般在25%~50%之间,有些方法如水压缩等离子弧切割的力量损失率会更大,在进行切割工艺参数设计或切割成本的经济核算时应该考虑这个问题。在工业中使用的金属板厚大多是在50mm以下,在这个厚度范围内用常规的等离子弧切割往往会形成上大下小的割口,而且割口的上边缘还会导致切口尺寸精度下降并增加后续加工量。当采用氧和氮气等离子弧切割碳钢、铝和不锈钢时,当板厚在10~25mm范围内时,通常是材料越厚,端边的垂直度越好,其切割棱边的角度误差在1度~4度。当板厚小于1mm,随板厚的减小,切口角度误差从3°~4°增加到15°~25°。一般认为,这种现象的产生原因是由于等离子射流在割口面上的热输入不平衡所致,即在割口的上部等离子弧力量的释放多于下部。这个力量释放的不平衡,与很多工艺参数密切相关,如等离子弧压缩程度、切割速度及喷嘴到工件的距离等。增加电弧的压缩程度可以使高温等离子射流延长,形成更为均匀的高温区域,同时加大射流的速度,可以减小切口上下的宽度差。然而,常规喷嘴的过度压缩往往会引起双弧现象,双弧不但会损耗电极和喷嘴,使切割过程无法进行,而且也会导致切口质量的下降。另外,过大的切割速度和过大的喷嘴高度都会引起切口上下宽度差的增加。(以上内容摘自国内百科网)
数控等离子切割机切割速度对切割质量不同
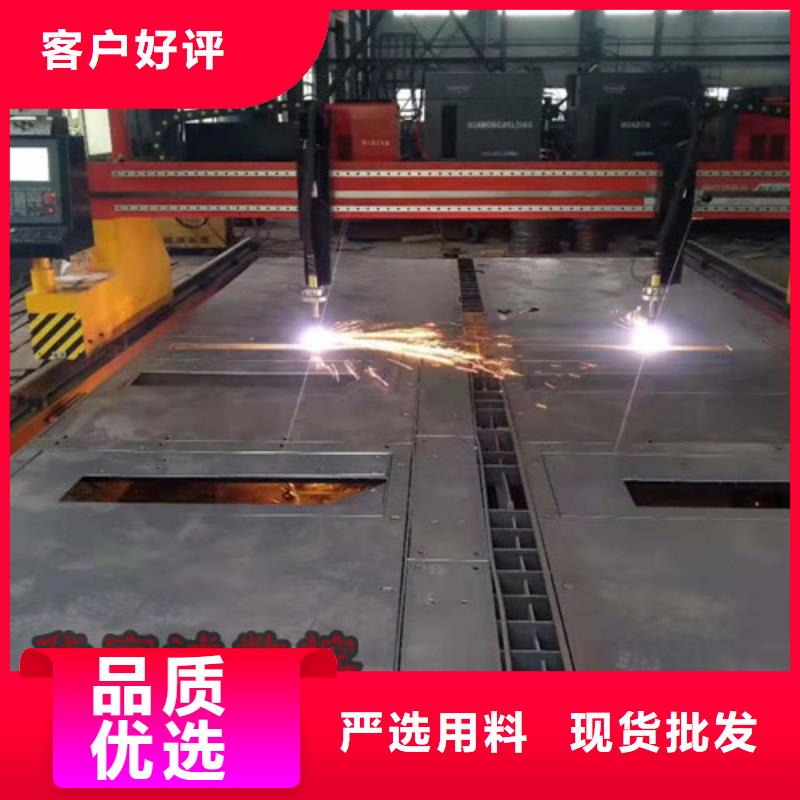
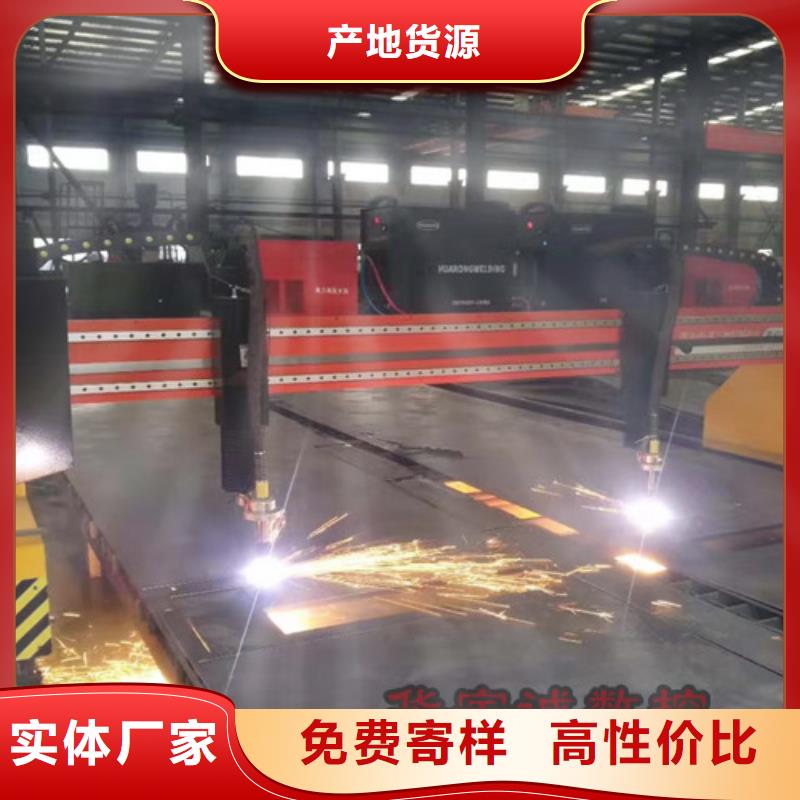
数控切割机和等离子电源结合起来就称为数控等离子切割机,用等离子切割容易产生破口,产生破口的原因有很多种,通常等离子数控切割机的 切割速度范围可按照设备说明选定或用试验来确定,但是由于待切割工件的厚薄度,材质不同,熔点高低,热导率大小以及熔化后的表面张力等因素,所以等离子数控切割机的切割速度也有相应的变化。其主要表现为以下几点:
1、等离子数控切割机在切割速度适度地提高能改善切口质量时,即切口略有变窄,切口表面更平整,同时可减小变形。
2、等离子数控切割机在切割速度过快时使得切割的线能量低于所需的量值,切缝中射流不能快速将熔化的切割熔体立即吹掉而形成较大的后拖量,伴随着切口挂渣,切口表面质量下降。
3、当等离子数控切割机在切割速度太低时,由于切割处是等离子弧的阳极,为了维持电弧自身的稳定,阳极斑点或阳极区必然要在离电弧近的切缝附近找到传导电流地方,同时会向射流的径向传递更多的热量,因此使切口变宽,切口两侧熔融的材料在底缘聚集并凝固,形成不易清理的挂渣,而且切口上缘因加热熔化过多而形成圆角。
4、当等离子数控切割机在切割速度极低时,由于切口过宽,电弧甚至会熄灭。由此可见,良好的切割质量与切割速度是分不开的。

数控等离子切割机的选择应注意什么?不同的人可能对数控切割设备的购买有不同的看法一些人认为它复杂又麻烦,另一些人认为它简单明了数控切割机选择的关键不是你听到的,而是你需要的现在我将和大家分享如何选择数控切割设备首先,要确定的因素是要切割的金属厚度如果通常切割细金属,首先必须考虑使用低电流等离子体切割机,即使小机器切割一定厚度的金属,切割质量也可能无法保证,相反,切割效果可能几乎为零,可能存在残馀物每台机器都有类似的切削厚度范围,以确保组态符合您的需求。其次,如果要在航班之间自动切断或切断,请确保反映机器工作负荷的持续时间。负载时间仅是设备在温度过高而无法冷却之前的连续运行时间第三,大多数等离子切割机都有利用高频引导电流穿越空气的导引弧。但是,由于高频可能会干扰周围的电子设备,因此,首先消除这些潜在的高频问题可能非常有益。第四,等离子火炬上有各种各样的外部部件需要更换你要找的机器应该少用耗材供应减少导致成本降低。
新购置的数控切割如何清洗保养
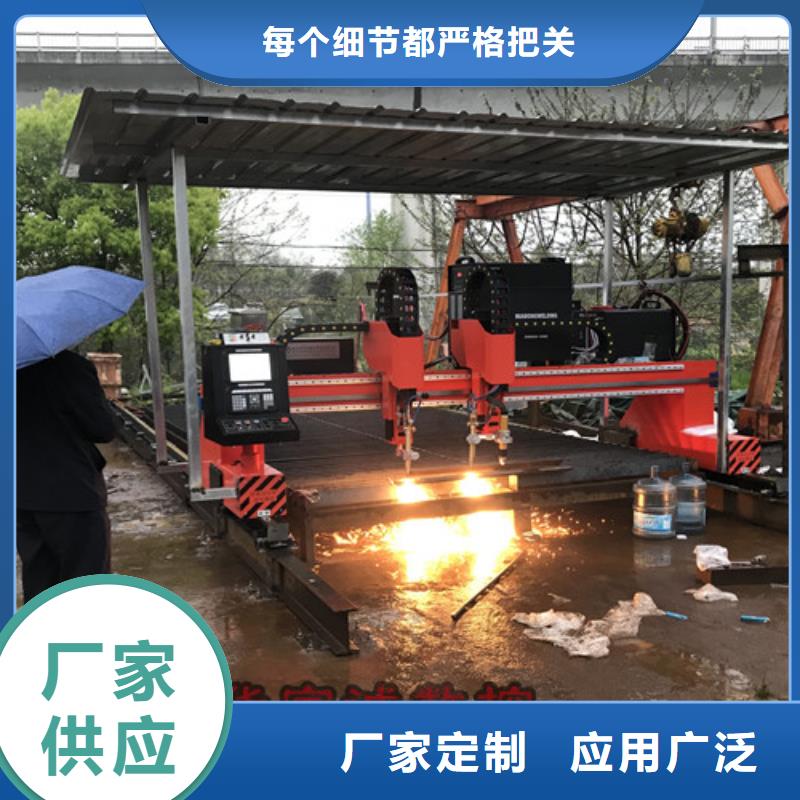
由于数控等离子切割机的生产环境是在车间里,环境相对来说是比较简陋和恶劣。所以我们要定期对数控等离子切割机进行一次保养工作。新购置的切割机也要注意日常的清洁工作,这里武汉耐霸数控就讲讲日常需要做的事项:
要想让设备运行稳定,切割时表面清晰,那么工作人员应该常常使用清洁布擦拭设备上的导轨,当然设备移动体的导轨也要擦拭到,擦拭完毕后,再在所有导轨的表面涂上一层油膜。
另外,数控等离子切割机上的导向轮和滚轮也要常常做清洁,如若长时间不清洗,设备正常工作运转时,会产生一定量的氧化铁锈和夹带着一些粉尘,这些赃物会粘附于表面,所造成的后果就是,部件会磨损的更快,机器也会运行不稳定,以至于切割的工件表面质量不理想。
要让数控等离子切割机保持正常运行,就要保持齿条和齿轮的 啮合,所以要定期对设备的纵向、横向输出齿轮和齿条做清洁工作,保证其干净度。这里给大家一点建议,可以定期使用润滑齿轨,每周用压缩空气喷洗纵、横向齿条面。注意,每次清理后需要擦干净,再用润滑油抹一遍,防止与氧气反应,产生锈渣。
