


联系我们

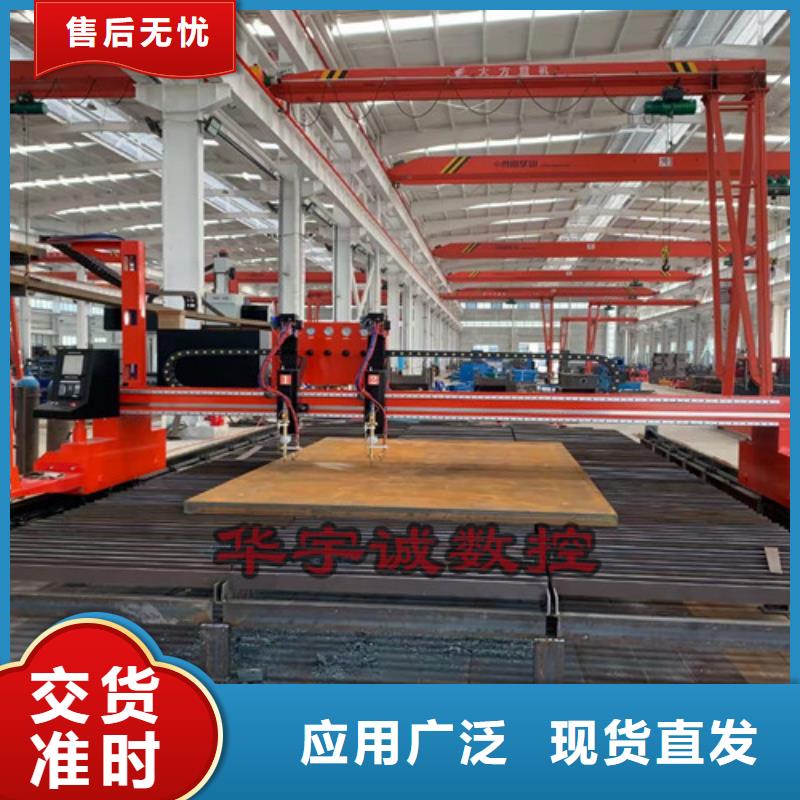
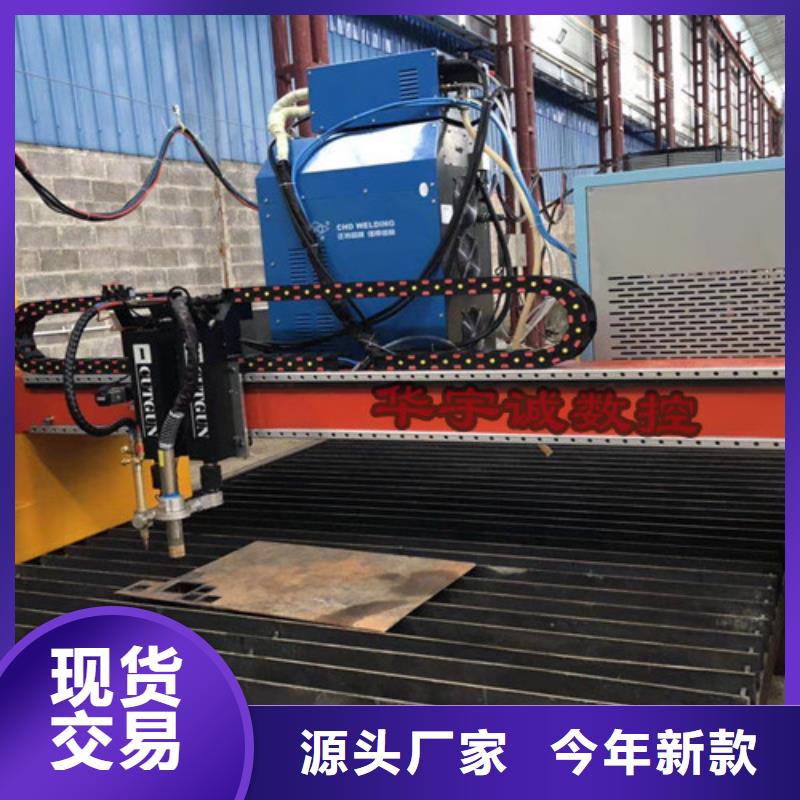
数控相贯线切割机机床
发布时间:2024-09-09 06:15:14 浏览次数:1 公司名称:[包头]华宇诚数控科技
| 产品参数 | |
|---|---|
| 产品价格 | 电仪 |
| 发货期限 | 3天 |
| 供货总量 | 999 |
| 运费说明 | 供方支付 |
| 最小起订 | 1 |
| 是否厂家 | 生产厂家 |
| 产品材质 | 钢结构 |
| 产品品牌 | 华宇诚数控 |
| 产品规格 | 3000×1500/4000×1500/4000×2000/6000×2000/6000×2500/8000X2500 |
| 加工定制 | 是 |
| 产品型号 | YCLM-4000 |
| 质保时间 | 2年 |
| 适用领域 | 金属钢板切割 |








数控等离子切割机出现切割不均有很多原因。当切割不同的金属板和不同厚度的材料时,不同的切割电源和割炬具有不同的技术参数。在切割工作中,应参考设备,工件,选择合适的切割速度标准,下面我们就一起来了解一下数控等离子切割机参数设置问题。一:当数控等离子切割机分多种切割辅助气体时,不同切割气体的切割速度是不一样的。以空气等离子弧切割为例,切割碳钢时,切割电流为230A。作为标准,6mm厚的碳钢板的切割速度可以达到3300mm/min,当厚度调整到40mm时,切割速度限制在500mm/min,以确保切割效果和质量。如果切换到其他辅助切割气体,例如用纯氧切割,切割速度会降低更多。在230A的相同切割电流下,虽然纯氧等离子切割可以提高到3700mm/min,对于6mm厚的碳钢板,但对于40mm碳钢板,切割速度仅为350mm/min。二:影响等离子切割质量的因素很多,如空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等等离子弧切割技术参数,都会直接影响数控等离子切割机切割的稳定性过程,切割质量和功能。一般来说,空载电压和电弧柱电压,切割电流大小,电极收缩率,切割喷嘴高度等因素直接影响等离子弧的紧固效果,即影响等离子体的温度和能量密度电弧和等离子弧高温和高能决定了切割速度,因此可以说许多上述因素基本上与切割速度有关。作为数控切割装置,应尽可能提高切割速度,同时确保切割质量。这不仅提高了生产率,而且还减少了切割部分的变形量和开槽区域的热影响区域。如果切割速度不合适,其效果相反,添加粘贴残留物,降低切割质量,并设置数控切割机上方的小细节。
数控等离子切割机喷嘴高度
数控等离子切割机喷嘴高度是指喷嘴端面与切割表面的距离,它构成了整个弧长的一部分。由于等离子弧切割一般使用恒流或陡降外特征的电源,喷嘴高度增加后,电流变化很小,但会使弧长增加并导致电弧电压加大,从而使电弧功率提高;但同时也会使暴露在环境中的弧长增长,弧柱损失的力量增多。
在两个因素综合作用的情况下,前者的作用往往完全被后者所抵消,反而会使有效的切割力量减小,致使切割能力降低。通常表现是切割射流的吹力减弱,切口下部残留的熔渣增多,上部边缘过熔而出现圆角等。另外,从等离子射流的形态方面考虑,射流直径在离开割炬口后是向外膨胀的,喷嘴高度的增加必然引起切口宽度加大。所以,选用尽量小的喷嘴高度对提高切割速度和切割质量都是有益的,但是,喷嘴高度过低时可能会引起双弧现象。采用陶瓷外喷嘴可以将喷嘴高度设为零,即喷口端面直接接触被切割表面,可以获得很好的效果。
数控等离子切割机有多重形式,不少朋友不知道应该如何选择?今天奥迅数控切割机小编就和大家分享一下这个话题,数控等离子切割机如何选择,什么情况下选择台式数控数控等离子切割机,什么情况下选择便携式数控数控等离子切割机。
数控等离子切割机分为手切和数控等离子,其区别就是引入数控系统,用机械手代替人工,用电脑和弧压信号来控制等离子割枪运行轨迹,其工艺和效率都有质的。数控数控等离子切割机主要分为三个部分,一是便携式数控数控等离子切割机,二是台式数控数控等离子切割机,三是龙门式数控数控等离子切割机。那么在实际使用中应该如何选择呢?
便携式数控数控等离子切割机是属于入门级产品,相对台式等离子和龙门式等离子来说,这个应用范围统筹这两种,但是由于单边驱动的原因又存在一定局限性。其特点是易移动,灵活多变,门楷低。中小型企业,个体加工户都能用得起。根据其具体使用范围来做配套工装。而台式数控数控等离子切割机,其特点就是双边驱动,有固定的工装。如果有客户主要采用等离子切割,买一个便携切割机然后再焊接工装,购买等离子电源,其一番操作下来与台式等离子成本无异。所以针对于主要薄板且只用等离子切割的用户, 就是台式数控等离子切割机了。
在数控切割机选用上,如果把龙门切割机和数控等离子切割机比作两个并排的大圆圈的话,那么便携式数控切割机的应用范围应该就是包含了两者八成以上的大圆。这样的比喻应该比较直观形象了。所以在客户选择数控等离子切割机的时候,要明确自己加工范围与用途,薄板 台式或便携式,厚板整大板 便携或是龙门。
以上是选择数控等离子切割机的一些基本常识,更多有关数控数控等离子切割机以及数控火焰切割机等问题,欢迎关注我们奥迅数控切割!
数控等离子切割机电弧功率数控等离子切割机为了获得高压缩性的等离子弧切割电弧,切割喷嘴都采用了较小的喷嘴孔径、较长的孔道长度并加强了冷却效果,这样可以使得喷嘴有效断面内通过的电流增加,即电弧的功率密度加大。但同时压缩也使得电弧的功率损失加大,因此,实际用于切割的有效力量要要比电源输出的功率小,其损失率一般在25%~50%之间,有些方法如水压缩等离子弧切割的力量损失率会更大,在进行切割工艺参数设计或切割成本的经济核算时应该考虑这个问题。在工业中使用的金属板厚大多是在50mm以下,在这个厚度范围内用常规的等离子弧切割往往会形成上大下小的割口,而且割口的上边缘还会导致切口尺寸精度下降并增加后续加工量。当采用氧和氮气等离子弧切割碳钢、铝和不锈钢时,当板厚在10~25mm范围内时,通常是材料越厚,端边的垂直度越好,其切割棱边的角度误差在1度~4度。当板厚小于1mm,随板厚的减小,切口角度误差从3°~4°增加到15°~25°。一般认为,这种现象的产生原因是由于等离子射流在割口面上的热输入不平衡所致,即在割口的上部等离子弧力量的释放多于下部。这个力量释放的不平衡,与很多工艺参数密切相关,如等离子弧压缩程度、切割速度及喷嘴到工件的距离等。增加电弧的压缩程度可以使高温等离子射流延长,形成更为均匀的高温区域,同时加大射流的速度,可以减小切口上下的宽度差。然而,常规喷嘴的过度压缩往往会引起双弧现象,双弧不但会损耗电极和喷嘴,使切割过程无法进行,而且也会导致切口质量的下降。另外,过大的切割速度和过大的喷嘴高度都会引起切口上下宽度差的增加。(以上内容摘自国内百科网)